シートメタル成形:
板金成形プロセスは、いかなる材料も除去するのではなく、一枚の板金に力を加えてその幾何学的形状を修正するプロセスである。加えられた力は、そのゆるやかさを超えて金属を強調します 力材料を塑性変形させるが、破壊することはない。そうすることによって、シートを曲げたり伸ばしたりして様々な複雑な形状にすることができる。板金成形プロセスは次のとおりです。
曲げ:
曲げは、金属薄板片に力が加えられて、それをある角度で曲げて所望の形状を形成させる金属成形プロセスである。曲げ操作は1つの軸に沿って変形を引き起こしますが、複雑な部品を作成するためにいくつかの異なる操作のシーケンスを実行することができます。曲がった部分は、ブラケットのように非常に小さくすることも、大きなエンクロージャやシャーシのように最大20フィートの長さにすることもできます。下の図に示すように、曲げはいくつかの異なるパラメータで特徴付けることができます。
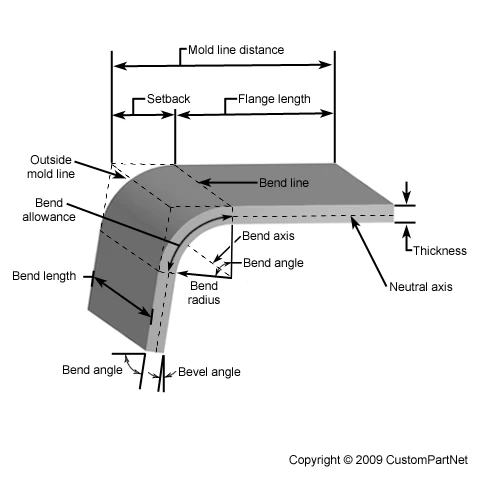
- 曲げ線 - 曲げの両側にある、シートの表面上の直線。レベルフランジの端と曲げの始点を定義します。
- 外型ライン - 2つのフランジの外側表面が交わる直線は、それらが続くことでした。この線は、曲がった板金の境界となる金型の端を定義します。
- フランジ長 - 2つのフランジのいずれかの長さ。シートの端から曲げ線まで。
- モールドライン距離 - シートの両端から外側の金型ラインまでの距離。
- 後退 - いずれかの曲げ線から外側の型線までの距離。モールドライン距離とフランジ長の差にも等しい。
- 曲げ軸 - 板金が曲がる中心を定義する直線。
- 曲げ長さ - 曲げ軸に沿って測定した曲げの長さ。
- 曲げ半径 - 曲げ軸から材料の内側表面までの曲げ線間の距離。内側の曲げ半径として指定されることもあります。外側曲げ半径は内側曲げ半径にシートの厚さを加えたものに等しい。
- 曲げ角度 - 曲げられたフランジとその元の位置との間で測定される、または曲げ線から引かれた垂直線の間の含まれる角度として測定される曲げの角度。
- ベベル角 - 曲げ角度に対する相補角度。
曲げ作用は、シートメタルに張力と圧縮の両方をもたらします。シートの外側部分は張力を受けてより長い長さまで伸びるが、内側部分は圧縮を受けて短くなる。中立軸は板金の内側の境界線で、これに沿って張力や圧縮力は存在しません。結果として、この軸の長さは一定のままです。外側および内側表面への長さの変化は、以下に定義される2つのパラメータ、曲げ許容および曲げ控除によって元の平坦な長さに関連し得る。