Blechumformung:
Blechformungsverfahren sind solche, bei denen auf ein Blechstück eine Kraft ausgeübt wird, um dessen Geometrie zu ändern, anstatt Material zu entfernen. Die aufgebrachte Kraft belastet das Metall über seine Ewigkeit hinaus Stärke, wodurch sich das Material plastisch verformt, aber nicht versagt. Auf diese Weise kann die Folie in eine Vielzahl komplexer Formen gebogen oder gedehnt werden. Blechumformprozesse umfassen Folgendes:
Biegen:
Biegen ist ein Metallformungsprozess, bei dem eine Kraft auf ein Blechstück ausgeübt wird, wodurch es sich in einem Winkel biegt und die gewünschte Form bildet. Ein Biegevorgang führt zu einer Verformung entlang einer Achse. Es können jedoch mehrere verschiedene Vorgänge ausgeführt werden, um ein komplexes Teil zu erstellen. Biegeteile können sehr klein sein, z. B. eine Halterung, oder bis zu 20 Fuß lang, z. B. ein großes Gehäuse oder Chassis. Eine Biegung kann durch verschiedene Parameter charakterisiert werden, die in der folgenden Abbildung dargestellt sind.
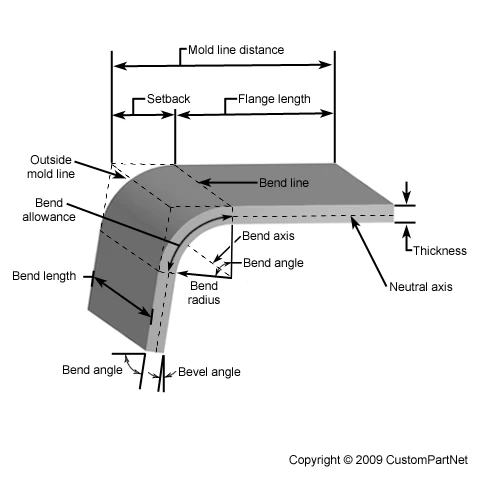
- Biegelinie - Die gerade Linie auf der Blechoberfläche zu beiden Seiten der Biegung, die das Ende des ebenen Flansches und den Beginn der Biegung definiert.
- Äußere Formlinie - Die gerade Linie, an der sich die Außenflächen der beiden Flansche treffen würden, würde fortgesetzt. Diese Linie definiert die Kante einer Form, die das gebogene Blech binden würde.
- Flanschlänge - Die Länge eines der beiden Flansche, die sich vom Rand des Blechs bis zur Biegelinie erstreckt.
- Formlinienabstand - Der Abstand zwischen den Enden des Blechs und der äußeren Formlinie.
- Rückschlag - Der Abstand zwischen beiden Biegelinien und der äußeren Formlinie. Ebenfalls gleich der Differenz zwischen dem Werkzeuglinienabstand und der Flanschlänge.
- Achse biegen - Die gerade Linie, die die Mitte definiert, um die das Blech gebogen wird.
- Biegelänge - Die Länge der Biegung, gemessen entlang der Biegeachse.
- Biegeradius - Der Abstand von der Biegeachse zur Innenfläche des Materials zwischen den Biegelinien. Wird manchmal als Innenbiegeradius angegeben. Der äußere Biegeradius entspricht dem inneren Biegeradius zuzüglich der Blechdicke.
- Biegewinkel - Der Winkel der Biegung, gemessen zwischen dem gebogenen Flansch und seiner ursprünglichen Position, oder als eingeschlossener Winkel zwischen senkrechten Linien, die von den Biegelinien gezogen werden.
- Abschrägungswinkel - Der komplementäre Winkel zum Biegewinkel.
Durch das Biegen wird das Blech sowohl gespannt als auch zusammengedrückt. Der äußere Teil des Blattes wird einer Spannung ausgesetzt und auf eine größere Länge gedehnt, während der innere Teil einer Kompression ausgesetzt ist und sich verkürzt. Die neutrale Achse ist die Grenzlinie innerhalb des Blechs, entlang der keine Zug- oder Druckkräfte vorhanden sind. Dadurch bleibt die Länge dieser Achse konstant. Die Längenänderungen an den Außen- und Innenflächen können durch zwei Parameter, die Biegungstoleranz und den Biegungsabzug, die unten definiert sind, mit der ursprünglichen flachen Länge in Beziehung gesetzt werden.