Formage de tôle:
Les procédés de formage de tôle sont ceux dans lesquels une force est appliquée sur une pièce de tôle afin de modifier sa géométrie plutôt que de retirer tout matériau. La force appliquée contraint le métal au-delà de son année force, provoquant une déformation plastique du matériau, sans provoquer d’échec. Ce faisant, la feuille peut être pliée ou étirée pour prendre diverses formes complexes. Les procédés de formage de tôle sont les suivants:
Pliant:
La flexion est un processus de formage de métal dans lequel une force est appliquée à une pièce de tôle, la faisant se plier à un angle et former la forme souhaitée. Une opération de pliage provoque une déformation le long d'un axe, mais une séquence de plusieurs opérations différentes peut être effectuée pour créer une pièce complexe. Les pièces pliées peuvent être assez petites, telles qu'un support, ou jusqu'à 20 pieds de longueur, telles qu'un grand boîtier ou un châssis. Un coude peut être caractérisé par plusieurs paramètres différents, montrés dans l'image ci-dessous.
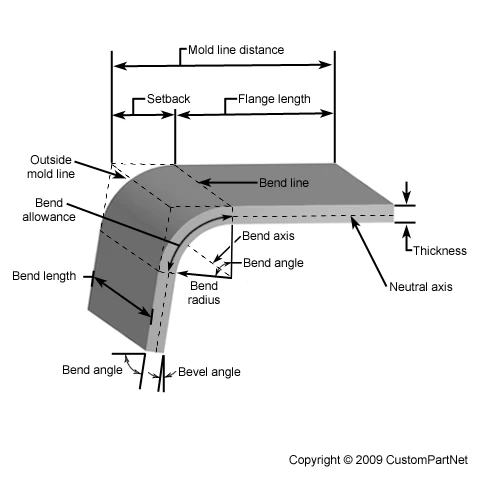
- Ligne de courbure - La ligne droite sur la surface de la feuille, de chaque côté du pli, définissant la fin de la bride de niveau et le début du pli.
- Ligne de moulage extérieure - La ligne droite où les surfaces extérieures des deux brides se rencontreraient, si elles devaient continuer. Cette ligne définit le bord d'un moule qui lierait la tôle pliée.
- Longueur de bride - La longueur de l’une ou l’autre des brides, allant du bord de la feuille à la ligne de pliage.
- Ligne de moule - la distance entre l'une des extrémités de la feuille et la ligne de moulage extérieure.
- Revers - la distance entre l'une des lignes de pliage et la ligne de moulage extérieure. Également égal à la différence entre la distance entre la ligne de moulage et la longueur de la bride.
- Axe de pliage - La ligne droite qui définit le centre autour duquel la tôle est pliée.
- Longueur de pliage - La longueur du pli, mesurée le long de son axe.
- rayon de courbure - La distance entre l'axe de courbure et la surface intérieure du matériau, entre les lignes de courbure. Parfois spécifié comme rayon de courbure intérieur. Le rayon de courbure extérieur est égal au rayon de courbure intérieur plus l'épaisseur de la feuille.
- Angle de pliage - L'angle du pli, mesuré entre la bride pliée et sa position d'origine, ou l'angle inclus entre les lignes perpendiculaires tirées des lignes de pliage.
- Angle de biseau - L'angle complémentaire à l'angle de pliage.
Le fait de se plier entraîne à la fois une tension et une compression dans la tôle. La partie extérieure de la feuille va subir une tension et s'étirer sur une plus grande longueur, tandis que la partie intérieure subit une compression et se raccourcit. L'axe neutre est la ligne de démarcation à l'intérieur de la tôle, le long de laquelle aucune force de traction ou de compression n'est présente. De ce fait, la longueur de cet axe reste constante. Les modifications de longueur des surfaces extérieures et intérieures peuvent être liées à la longueur à plat initiale par deux paramètres, la tolérance de courbure et la déduction de courbure, définis ci-dessous.