Plaatwerk vormen:
Plaatvormende processen zijn processen waarbij kracht wordt uitgeoefend op een stuk plaatmetaal om zijn geometrie te wijzigen in plaats van materiaal te verwijderen. De uitgeoefende kracht benadrukt het metaal voorbij zijn doel sterktewaardoor het materiaal plastisch vervormt, maar niet faalt. Door dit te doen, kan het vel worden gebogen of uitgerekt in een verscheidenheid aan complexe vormen. Plaatbewerkingsprocessen omvatten het volgende:
buigen:
Buigen is een metaalvormproces waarbij een kracht wordt uitgeoefend op een stuk plaatmetaal, waardoor het onder een hoek buigt en de gewenste vorm vormt. Een buigbewerking veroorzaakt vervorming langs één as, maar een reeks van verschillende bewerkingen kan worden uitgevoerd om een complex onderdeel te maken. Gebogen onderdelen kunnen vrij klein zijn, zoals een beugel, of tot 20 voet lang, zoals een grote behuizing of chassis. Een bocht kan worden gekenmerkt door verschillende parameters, zoals weergegeven in de onderstaande afbeelding.
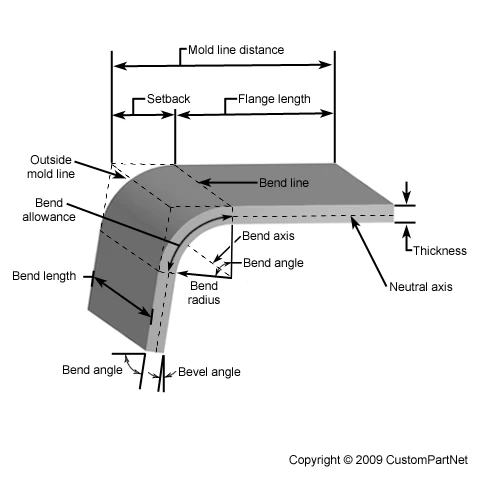
- Buig lijn - De rechte lijn op het oppervlak van het vel, aan weerszijden van de bocht, die het einde van de vlakke flens en het begin van de bocht definieert.
- Buitenvormlijn - De rechte lijn waar de buitenvlakken van de twee flenzen elkaar zouden ontmoeten, als ze zouden doorgaan. Deze lijn definieert de rand van een mal die het gebogen plaatmetaal zou binden.
- Flens lengte - De lengte van een van de twee flenzen, die zich uitstrekt van de rand van het vel tot de buiglijn.
- Schimmel lijn afstand - De afstand van beide uiteinden van de plaat tot de buitenvormlijn.
- Tegenslag - De afstand van elke buiglijn tot de buitenmallijn. Ook gelijk aan het verschil tussen de vormlijnafstand en de flenslengte.
- Buig as - De rechte lijn die het midden definieert waaromheen het plaatwerk wordt gebogen.
- Buig lengte - De lengte van de bocht, gemeten langs de bochtas.
- buig radius - De afstand van de buigas tot het binnenoppervlak van het materiaal, tussen de buiglijnen. Soms gespecificeerd als de binnenbochtradius. De buigradius aan de buitenkant is gelijk aan de buigradius aan de binnenkant plus de plaatdikte.
- Buig hoek - De hoek van de bocht, gemeten tussen de gebogen flens en zijn oorspronkelijke positie, of als de ingesloten hoek tussen loodrechte lijnen getrokken uit de buiglijnen.
- Schuine hoek - De complementaire hoek met de buighoek.
Het buigen resulteert in zowel spanning als compressie in het plaatmetaal. Het buitenste gedeelte van het vel zal spanning ondergaan en zich over een grotere lengte uitrekken, terwijl het binnenste gedeelte compressie ondervindt en korter wordt. De neutrale as is de grenslijn in het plaatwerk, waarlangs geen spanning of drukkrachten aanwezig zijn. Hierdoor blijft de lengte van deze as constant. De lengteveranderingen aan de buiten- en binnenkant kunnen worden gerelateerd aan de oorspronkelijke vlakke lengte door twee parameters, de buigtoeslag en buigaftrek, die hieronder worden gedefinieerd.